
网站标题

产品中心
公司一贯秉承敬业、守信、务实、创新的经营原则,将竭诚为造纸企业的质量提升,节能降耗提供质优的服务








SINCE 1997
新浦金350vip官方登录
新浦金350vip官方登录坐落于杭州市国家级萧山经济开发区。公司成立于1997年,系杭州市化工研究院与日本新浦金350vip集团投资组建,注册资本金680万美元。是一家专注于造纸用化学品的研发、生产制造、销售和技术服务的企业。公司总部设在杭州,并已在广东、山东等地设有全资子公司,合计年生产销售造纸用化学品20万吨。
公司系国家高新技术企业,并设有浙江省高新技术企业技术开发中心和研发中心,具备技术力量雄厚的开发应用人才队伍及先进的科研仪器和制造装备。公司通过引进吸收及自主创新相结合,拥有多项具有自主知识产权的国家发明专利。
注册资本
产品种类
年生产量
合作伙伴
APPLICATION
应用案例
公司一贯秉承敬业、守信、务实、创新的经营原则,将竭诚为造纸企业的质量提升,节能降耗提供质优的服务




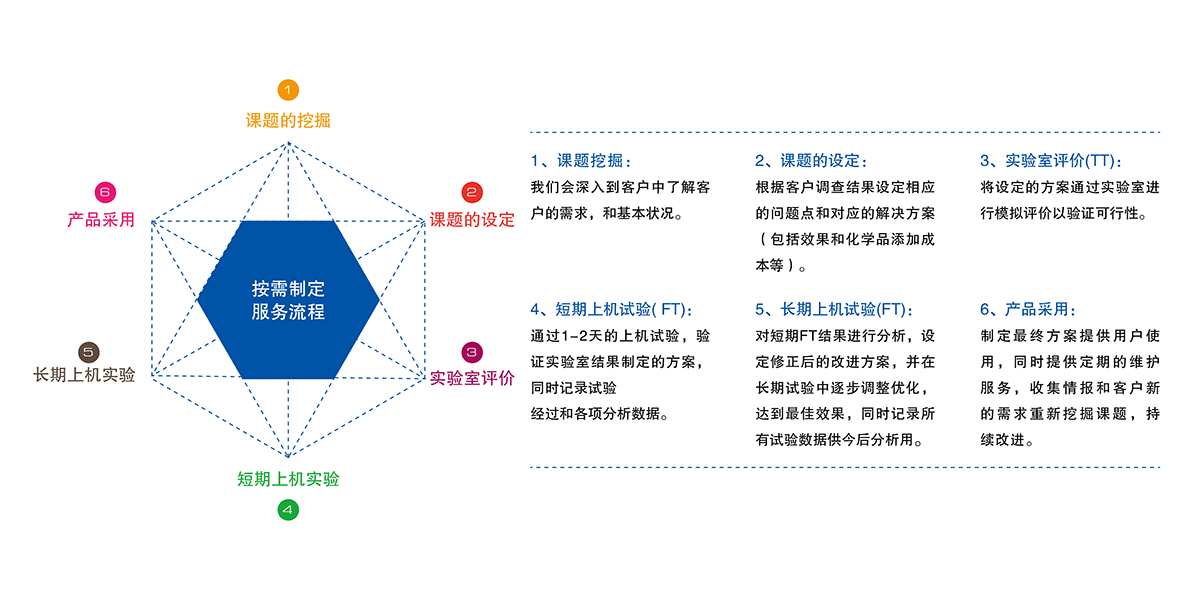
服务体系
公司一贯秉承敬业、守信、务实、创新的经营原则,将竭诚为造纸企业的质量提升,节能降耗提供质优的服务
新闻中心
公司一贯秉承敬业、守信、务实、创新的经营原则,将竭诚为造纸企业的质量提升,节能降耗提供质优的服务

合作伙伴
公司一贯秉承敬业、守信、务实、创新的经营原则,将竭诚为造纸企业的质量提升,节能降耗提供质优的服务
在线搜索
一家专注于造纸用化学品的研发、生产制造、销售和技术服务的企业
取消
清空记录
历史记录
清空记录
历史记录
产品中心
新浦金350vip官方登录
关注我们

版权所有 © 新浦金350vip官方登录
浙ICP备05040864号-1造纸用干增强剂-造纸用松香施胶剂-造纸用涂布抗水剂-新浦金350vip官方登录

选择区号